
CNC Router İmalat Bilgileri
Örnek Cad/Cam Çalışması
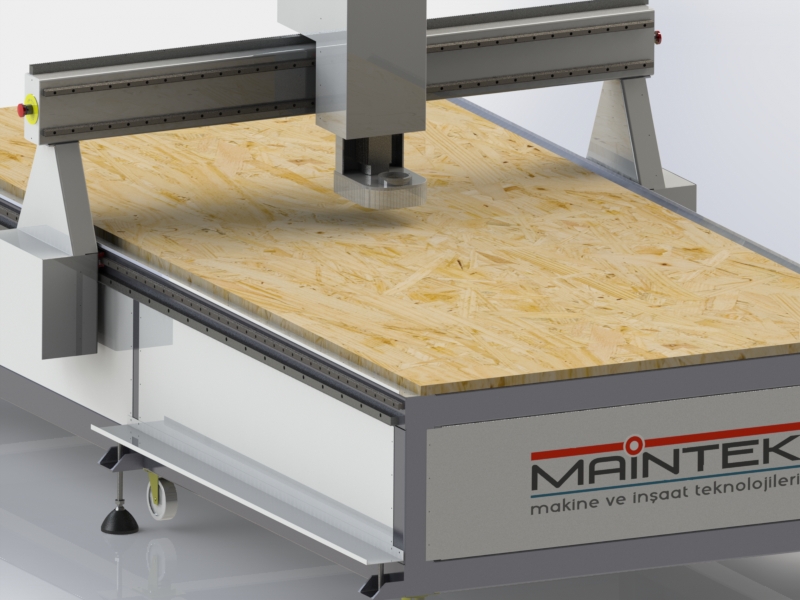
 | Yan tarafta gördüğünüz ürün için A'dan Z'ye bütün işlem basamaklarını öğrenebilirsiniz. İlk şama olarak figürün cad dosyası hazırlanmış, daha sonrasında cam programı çıkarılmıştır. En son olarak uygulama videosu ile işlem bitirilmiştir. Ayrıntılar için aşağıdaki linke tıklayabilirsiniz. |
Mach3 Program Eğitimi
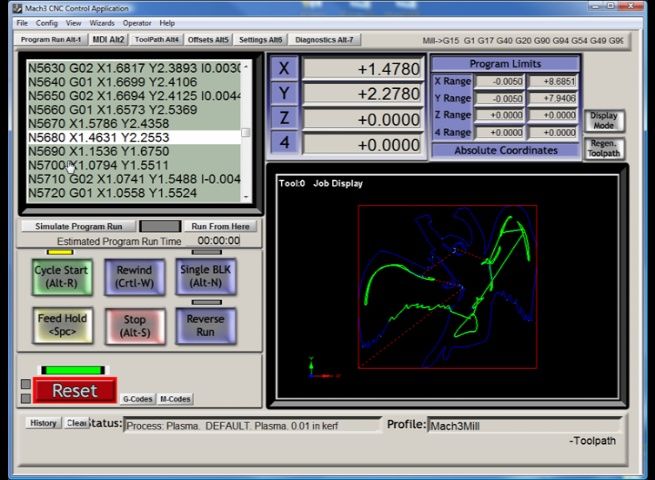 | Kişisel bilgisayarlarınıza yüklediğiniz Mach3 yazılımı ile CNC Routerınızı kontrol edebilirsiniz. CNC tezgahınızı kontrol etmeye yarayan bu programı öğrenebilmek için aşağıdaki linkten eğitim sayfasını inceleyebilirsiniz. |
G kodu nedir?
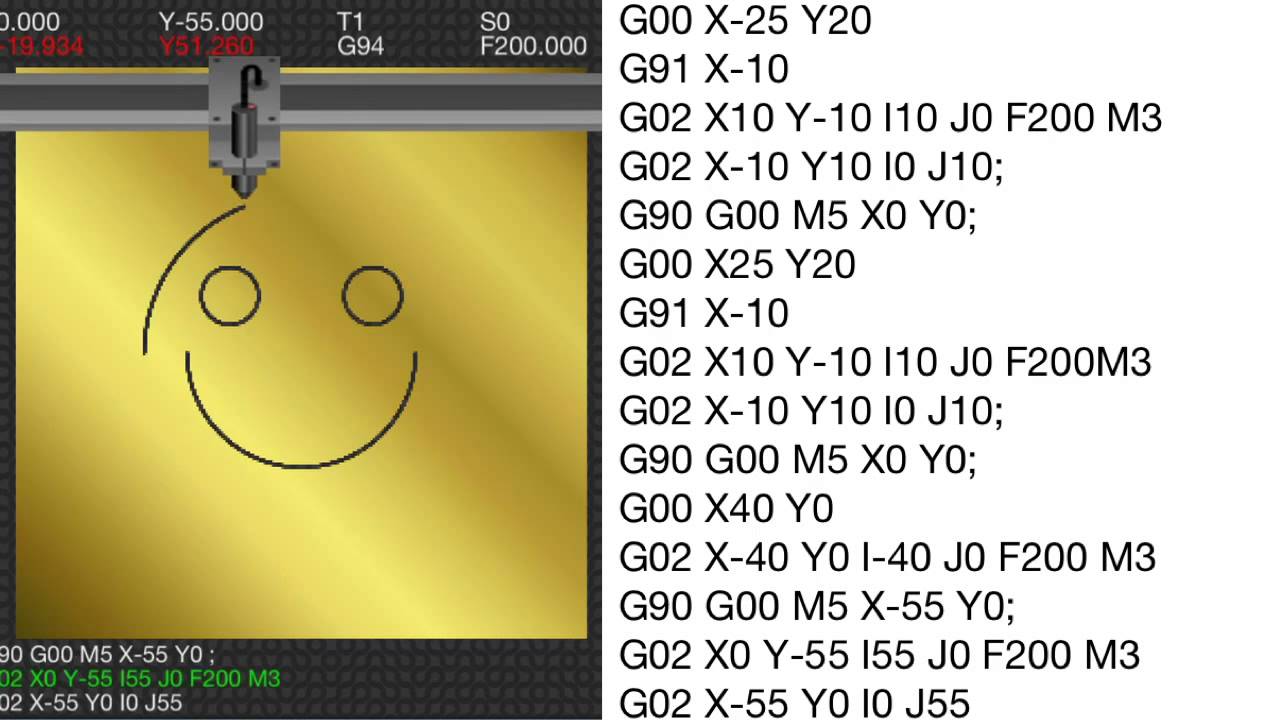 | CNC makinelerin kontrolünde kullanılan G kodları, tezgahın iş parçacığı üzerinde hangi sırayla hangi işlemleri yapacağını anlatır. CNC routerlarda kullanılan en yaygın G kodlarını aşağıdaki linke tıklayarak öğrenebilirsiniz. |

Neden Profesyonel bir CNC Router? Neden Maintek?
Son yıllarda Türkiye’deki sanayi makinası üreticilerinin sayısında hızlı bir artış yaşanmıştır. Tabi ki bu durumdan CNC Rounter üretici sayısı da etkilenmiştir. Türkiye’de sayıları 30’u aşkın CNC router üreticisi bulunmaktadır ancak işini profesyonel yapanların sayısı 5’i geçmez.
CNC Rounter’lar yapıları ve çalışma prensipleri bakımından basit cihazlardır. Bu nedenle tecrübesiz genç mühendisler ve bu işin eğitimini almamış alaylı ustalar CNC Router üretim işine girmişler ve tüketicilerin akıllarını karıştırmaktadırlar. Halbuki iş tasarım ve uygulamaya geldiğinde CNC Router hassas işçilik ve doğru tasarım gerektiren profesyonel bir tezgahtır. Bu yazımızda başlıklar halinde neden profesyonel bir CNC Router almamız gerektiğini ve neden Maintek CNC Router olması gerektiğini anlatacağım.
Ayrıntılar için tıklayın...